
What is SLA 3D Printing?
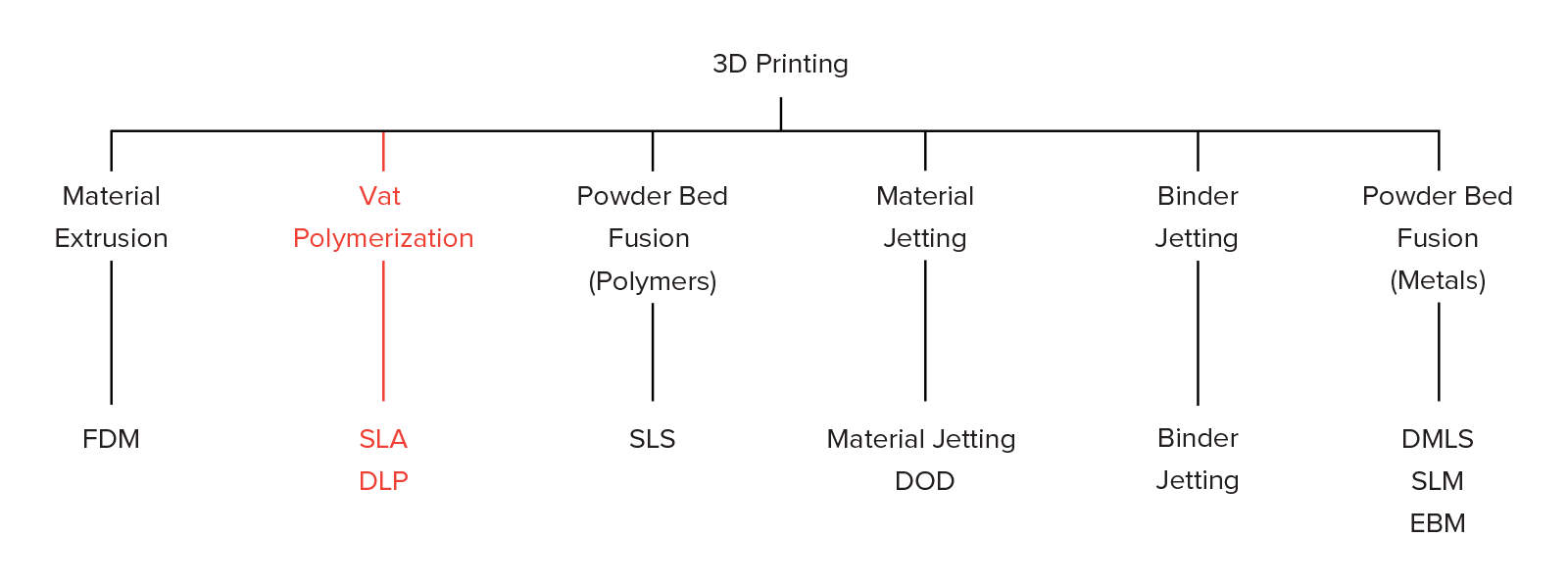
Stereolithography typically announced and pronounced as SLA is an additive manufacturing method that is a descendant of the Vat Photopolymerization category. In SLA, the object is created by selecting and curing a polymer resin layer after layer by using a beam of the UV laser. Furthermore, materials employed in SLA include photosensitive thermoset polymers which usually come in liquid form.
SLA is well known for being the most common method which was primarily developed to support 3D Printing Technology in 1986. Such parts of very high quality and accuracy need SLA to smoothen around the corners and also come under cost-effective rates. Better results are gained via hiring a designer which takes good advantage of even the limitations of the 3D Printing Technology for the good of your company product. 3D printer was only considered suitable primarily for prototyping and one-off manufacture processes but today it constitutes a whole lot of every field you can name off. The use of FDM technology has always been trending in 3D Printing Industry. SLA involves many features which rest similar to Direct Light Processing (DLP) and Photopolymerization 3D Printing Technology. These two technologies can be treated as equals.
How does SLA work?
Here is the processing mechanism of SLA fabrication:
The Build Platform is at first set into position inside the tank of liquid photopolymer and is kept at a distance from the height of the surface liquid.
After which the UV laser beam creates the next layer in line by selectively solidifying and curing the photopolymer resin in a way that the beam retains its focus throughout the process. The beam follows a pre-determined path known as the Galvos. Now the whole cross-section is scanned to ensure perfect solidification.
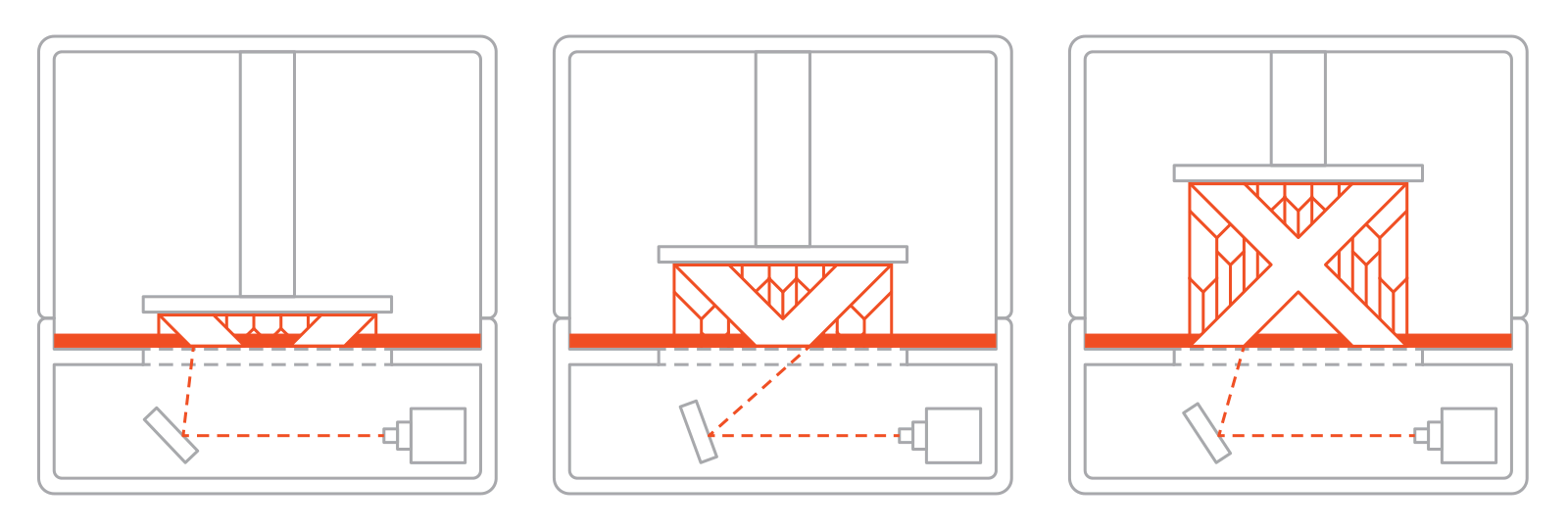
(SLA 3D printing process)
After the layer is completed the platform then moves to a safer distance and the blade sweeper re-coats the entire surface. The process proceeds until complete coating is done.
The last step is the most interesting one which is done after printing. When the part is green and not in a fully cured state it requires further processing under the UV light beam. The step can be done in the post-processing phase.
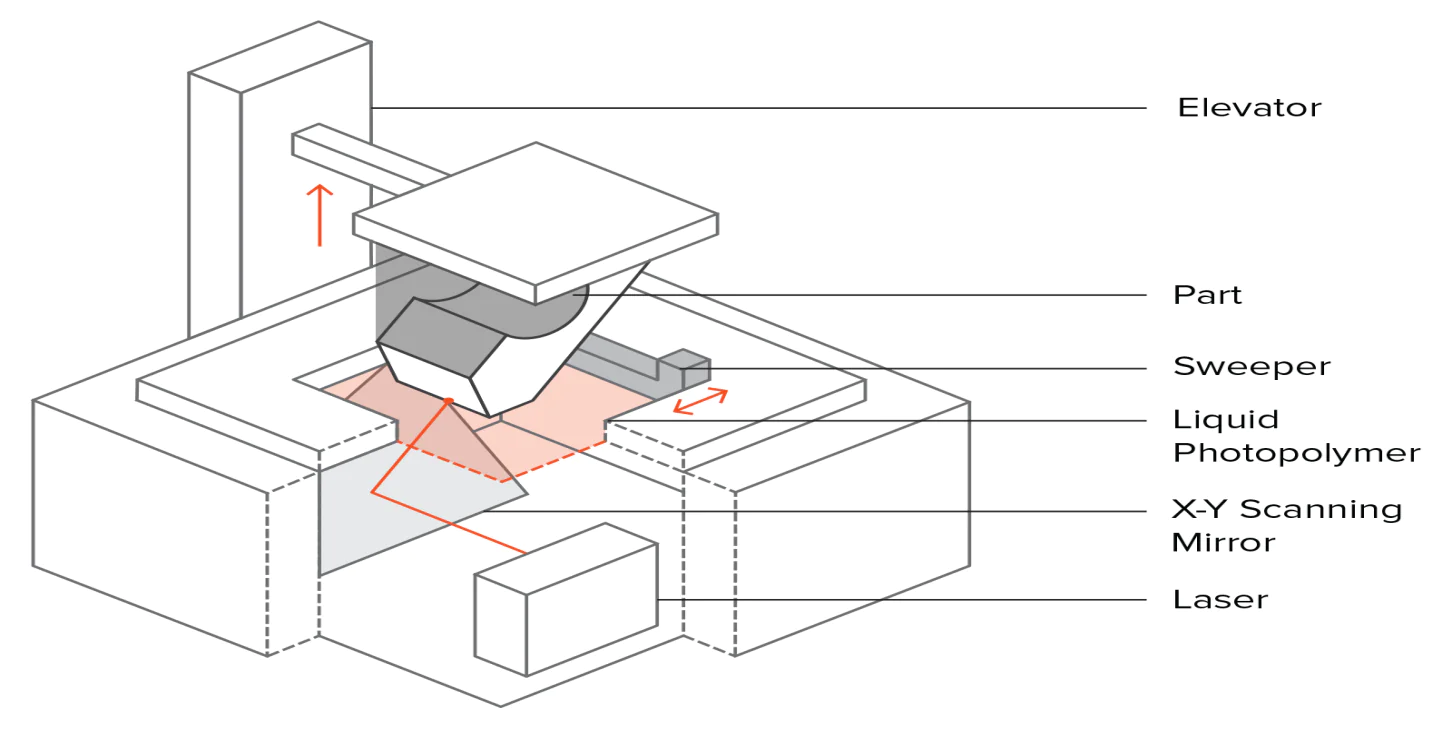 (Schematic of an SLA 3D printer)
(Schematic of an SLA 3D printer)
Characteristics of SLA
In an SLA system, most of the 3D printing parameters involve fixation. Thus these parameters are not interchangeable at any cost. The only significant input is the layer height and orientation of the part to determine the correct location. Typically, the layer height ranges from 25 to 100 microns, and that of the lower layer 100 microns is suitable. The build size is a significant parameter for every designer to focus on, it also seamlessly depends upon the type of SLA machine which is in use.
There are mainly two main types of SLA machine setups. Top-down orientation and bottom-up orientation, the two types of SLA machine setups are mentioned in quite a lengthy manner as under:
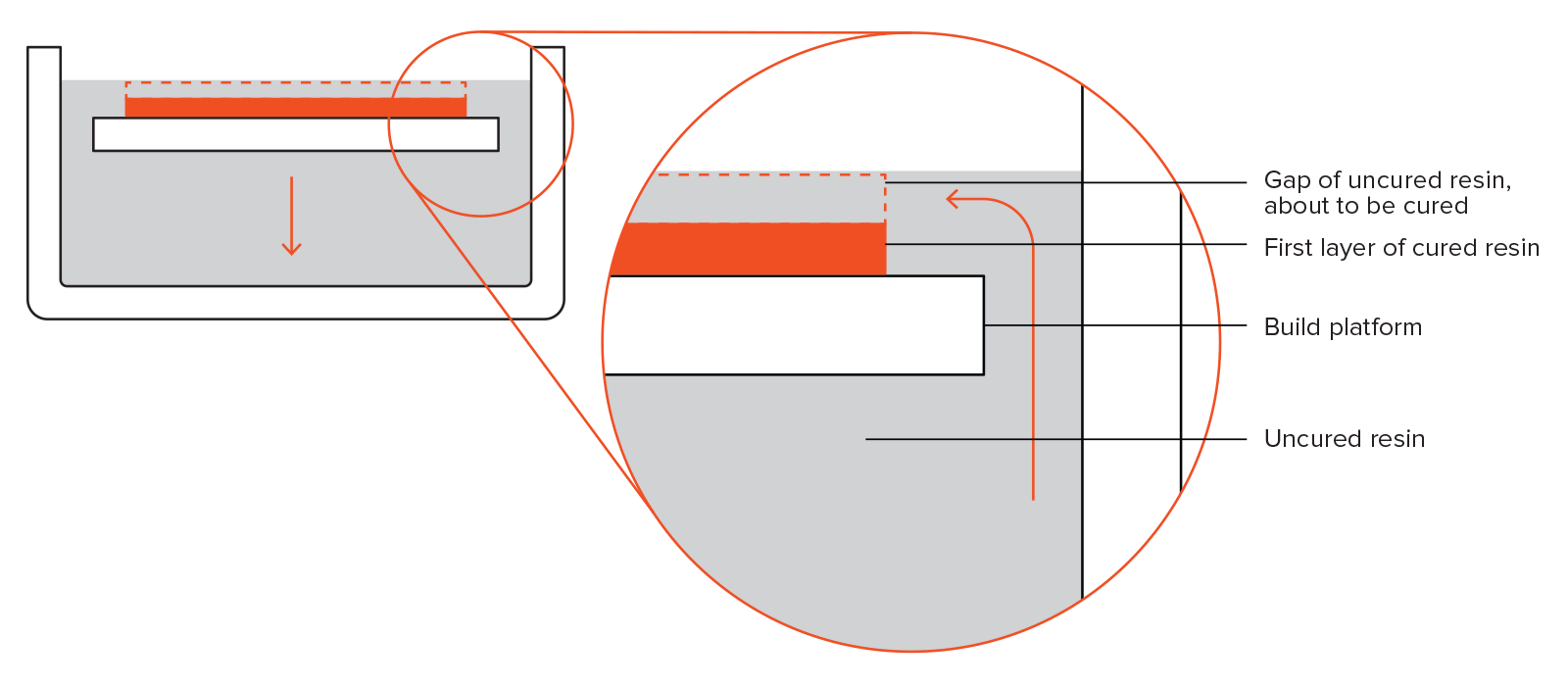 (Schematic of a top-down SLA printer)
(Schematic of a top-down SLA printer)
Such orientation SLA printers are used to place the source of light under the resin tank. As you can observe from the below diagram as the part is facing an upside-down position, the tank must have a transparent bottom with a silicone coat. A silicon coat allows the light of the laser beam to pass straight through the curved resin instead of sticking to it. After a layer, the curved resin is then detached from the bottom of the tank when the build platform tends to move upwards. This step is termed the Peeling Step.
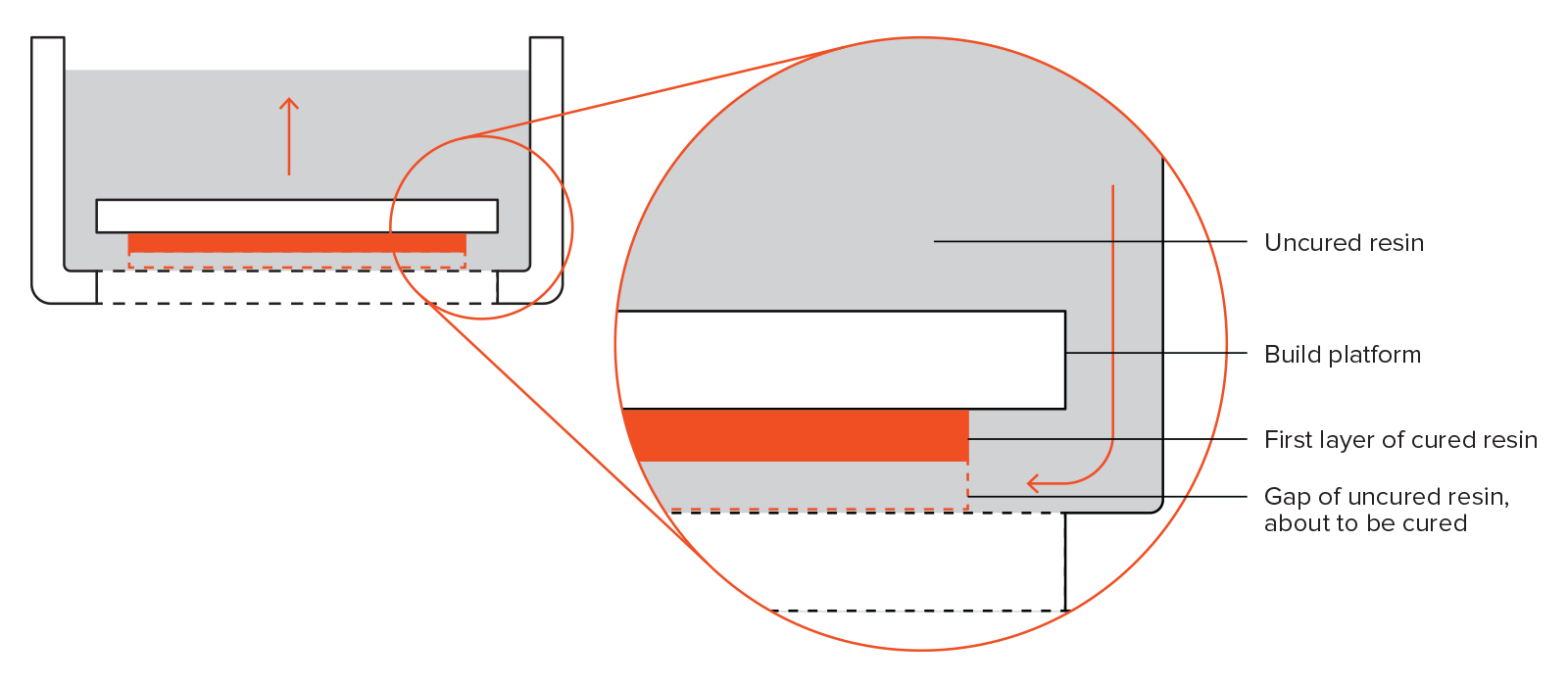 (Schematic of a bottom-up SLA printer)
(Schematic of a bottom-up SLA printer)
The orientation SLA printing technique is essential to be used in all desktop printers just like Formlabs. The top-down SLA orientation printer is generally used in manufacturing and operational sectors. The maximum effort is applied at the peeling step which might as well sometimes cause the failure of printing capacity. On the other scale, top-down printers can scale very large build platforms without compromising quality. Higher capability is directly proportional to increased billing receipts.
Support Structure
The support structure of SLA is a must like FDM in 3D printing technology. These structures must be printed in as with the same material as the part is and manually must be removed after the completion of the printing procedure. In SLA, orientation serves as the max factor deciding what must be the location and the amount of support needed for carrying out the process. It is recommended to perfectly visualize, each surface with a critical eye before applying any support structures.
Curling
The biggest problem with the accuracy of all parts created through SLA is curling; Curling is quite similar if not exact to Warping in FDM. During the ongoing solidification process, the resin shrinks in size due to even the slightest exposure to Printers Built-in Light Source. When the shrinking occurs a large amount of internal pressure is released between the layers and the material latter solid material which happens to result in the curling of a part.
Common SLA Materials
SLA Materials come in various forms, but liquid form resin is more common. The price of one liter of resin varies from $50 to $400 for special quality differences. Just like the castable and dental resin vary in their material quality big time. Industrial SLA printers occupy a wide range of printers than desktop SLA printers. Thermosets are harder than the materials which are produced in SLS or FDM. For this reason, SLA parts are not generally used to undertake to load for functional prototyping. However, this thing might change in the future by the looks of the advancement made in the industry.
Benefits & Limitations of SLA
Key benefits, as well as limitations of the SLA technology, are described as under:
It can produce different parts with high dimensional perfection and intricate detailing.
SLA parts are identified as having smoothened out a surface finish, making them perfect for prototyping.
SLA materials are readily available in many varieties just like flexible, clear, and castable resins.
SLA parts are brittle than FDM and are not suitable to create functional prototypes.
The visual appearance and mechanical properties of every SLA part will degrade after some time when the parts are exposed to direct heat or sunlight.
Support structures for SLA require post-processing to remove all the visual marks left on the SLA part.
How ITS can help you with 3D Modeling Service?
Information Transformation Service (ITS) has been providing 3D Modeling Services for over a time now. Information Transformation Services knows all about the modern-day industry and its trends in the Online Marketing Business. ITS is light on the budget and heavy in terms of quality and stature. Our highly responsive and interactive team specializes in 3D Product and Asset Modeling Services and will note down every essential detail provided by you and in return turn your dream into a real-life realistic or virtual reality. Information Transformation Service (ITS) also caters to a wide variety of services relating to efficient 3D Modeling and Designing services. If you are interested in ITS 3D Modeling Services, you can ask for a free quote!
